螺母,,素有“工業(yè)之米”的美稱,。一顆螺母的重量,大概只有0.01kg,,然而螺母雖小,,卻不容小覷,。在汽車制造過程中,螺母是將零件一起將各個零件相互聯(lián)接組合成部件,、再把各種部件組合成整車的主要零件之一,,其遍布汽車全身,據(jù)不完全統(tǒng)計,,一輛汽車車身上的螺母大概有2000個,,其中有360多個螺母需要焊接。
每一顆螺母是否牢固地焊接,,都將決定產(chǎn)品的品質(zhì)的優(yōu)劣,。在汽車車身上,屬于安全件的螺母凸焊更是引起了汽車制造的高度重視,,否則一旦發(fā)生意外事故,,將則危及人身安全。
過去大量的螺母凸焊采用交流和三相整流電阻焊,,后來逆變中頻凸焊機問世后,,大量切換為中頻直流焊,由于焊接過程存在過熱導(dǎo)致螺紋變形,、熔深不夠?qū)е缕囋谘b配過程中出現(xiàn)螺母脫焊或者疲勞脫焊等極有可能威脅到出行人生命安全的質(zhì)量問題,,大部分廠家采用凸焊后弧焊加固的方式,不僅帶來了直接的費用,,也降低了焊接質(zhì)量,。
今天亨龍想和大家分享的是一種低能耗、低材耗,、高效率,、高穩(wěn)定的,可以解決螺母凸焊難題的工藝——亨龍的專利工藝之一:中壓電容儲能凸焊工藝,。
中壓電容儲能凸焊工藝采用三相交流電源輸入到通電變壓器,,在焊接控制器的控制下對可充放電容充電,完成充電后,,由焊接控制器控制切斷外部電網(wǎng),,最后變壓器輸出低壓大電流, 放電對工件實施焊接。
中壓電容儲能凸焊工藝的核心原理在于向工件輸出低壓大電流,,電流通過有電阻的工件從而產(chǎn)生大量熱量形成熔池,,再通過加壓將工件鏈接在一起。
熔池:是指因電阻發(fā)熱而在被焊金屬的兩個界面的塑性圈內(nèi)熔化成液態(tài)金屬,。
在電阻凸焊過程中,,當電流密度達到一定值時,凸點沒有軟化但熔池已經(jīng)形成,,接觸電阻R會降低,,根據(jù)公式Q=I2RT,電流要持續(xù)增大,,才能產(chǎn)生更多的熱量去熔化更多的凸點,確保焊接質(zhì)量,。如果電流密度不能在短時間內(nèi)達到要求,,凸點和板材間就不能形成熔池,那么在壓力的作用下,,熱態(tài)的凸點就會被壓扁,,接觸面積就會變大,電阻變小,,要想產(chǎn)生能夠形成熔池的熱量對電流的需求變高,,當后續(xù)電流設(shè)定值沒有達到對應(yīng)電流需求時,永遠也不會形成熔池,,從而造成假焊,。
形成了熔池
未形成熔池
相比起其他的凸焊工藝,中壓電容儲能凸焊具有顯著的優(yōu)勢,,這是由其電流曲線決定的,。
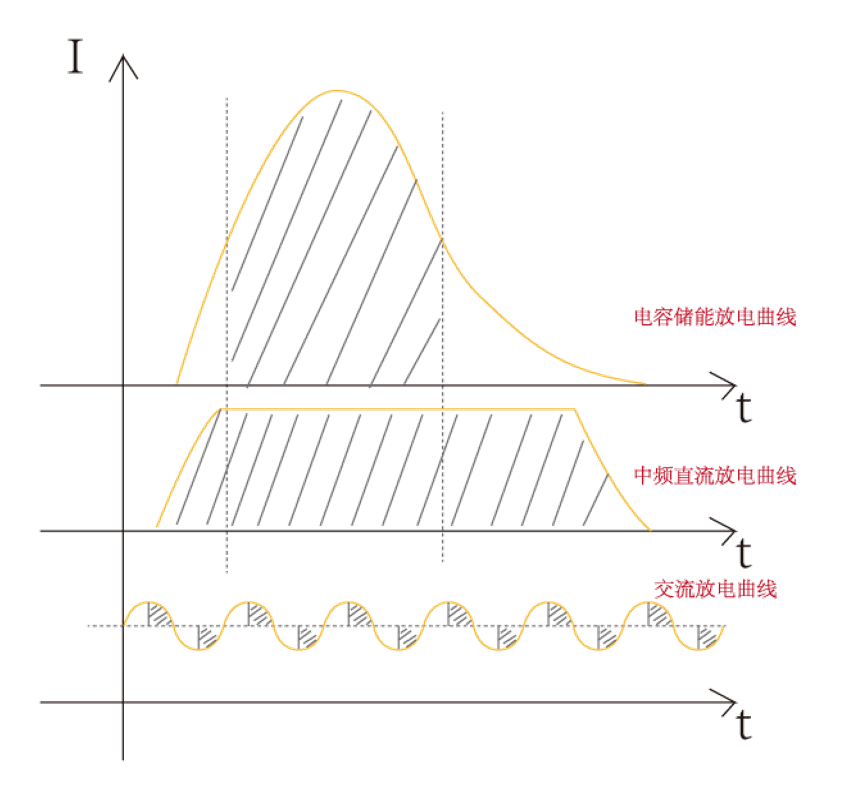
電容儲能的特殊放電曲線,可滿足凸點熔化后由于接觸電阻的減少而熔池的持續(xù)增大對焊接電流持續(xù)增大的需求,,克服了傳統(tǒng)的交流及中頻直流的恒流輸出曲線的缺點,,因此中壓電容儲能凸焊是電阻焊領(lǐng)域的最佳的凸焊工藝。
1.焊接質(zhì)量可靠,、穩(wěn)定,;熔核有大于0.2MM的熔深,焊接效果牢固,;
2.壓電容儲能焊能量集中,,熱影響區(qū)小,螺紋不會因焊接過程發(fā)熱而變形,;
3.熱影響區(qū)小,,能耗、電極損耗低,,節(jié)約成本,;
4.使用過程對電網(wǎng)要求小,僅為交流焊機的20%,,中頻的50%,大大減少動能配套,;
5.焊接鍍鋅件時可以不損壞非焊接區(qū)的鍍鋅層,不需要打磨和后處理,;
6.儲能焊在焊接過程不受電網(wǎng)波動影響,,特別是在高強度鋼和熱成型鋼的螺母凸焊時質(zhì)量非常穩(wěn)定。
目前,,亨龍也針對中壓電容儲能凸焊工藝的實際應(yīng)用開發(fā)了系列產(chǎn)品,,進一步的產(chǎn)品信息以及工藝詳情歡迎大家點擊產(chǎn)品介紹查看詳細信息!
以上就是亨龍的本次分享,,歡迎大家在聯(lián)系我們進行溝通交流,,亨龍后續(xù)將會為大家?guī)砀嗟闹R分享!
